新浪微博
新浪微博 騰訊微博
騰訊微博

北重試驗臺鐵地板廠家介紹:三軸數(shù)控滑臺技術(shù)概述
北重試驗臺鐵地板廠家介紹:三軸數(shù)控滑臺技術(shù)概述
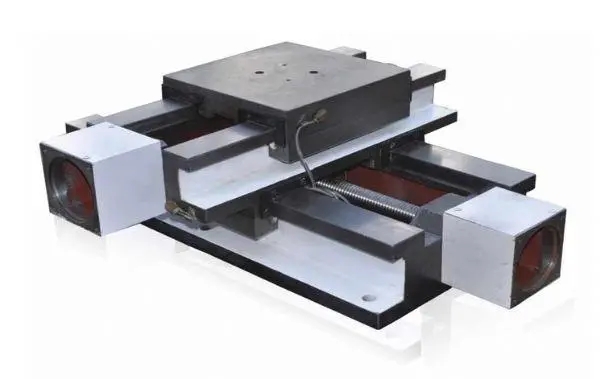
三軸數(shù)控滑臺是一種集成機械結(jié)構(gòu)、驅(qū)動系統(tǒng)、控制系統(tǒng)和檢測反饋裝置的自動化運動平臺,能夠?qū)崿F(xiàn)X、Y、Z三個正交方向的精密定位與運動控制。作為自動化裝備的核心功能部件,廣泛應(yīng)用于精密加工、電子制造、生物醫(yī)療、科研實驗等領(lǐng)域,是實現(xiàn)自動化生產(chǎn)和精密操作的關(guān)鍵基礎(chǔ)設(shè)備。
機械系統(tǒng)是三軸數(shù)控滑臺的基礎(chǔ)框架,主要由導(dǎo)軌、滑塊、滾珠絲杠、工作臺面和基座組成:
· 導(dǎo)軌組件:采用高精度線性導(dǎo)軌(如滾珠導(dǎo)軌、滾柱導(dǎo)軌),提供運動導(dǎo)向并承受負載,決定系統(tǒng)的直線度、平行度等幾何精度。導(dǎo)軌的材料通常選用高硬度合金鋼(如SUJ2),經(jīng)淬火磨削加工,表面粗糙度可達Ra0.4μm以下。
· 傳動機構(gòu):主流采用滾珠絲杠副傳動,由絲杠、螺母和滾珠組成,將電機的旋轉(zhuǎn)運動轉(zhuǎn)化為直線運動。絲杠導(dǎo)程精度等級通常達到C3-C5級(ISO標準),反向間隙通過預(yù)緊機構(gòu)可控制在0.01mm以內(nèi)。
· 結(jié)構(gòu)框架:采用鋁型材(如6061-T6)或鑄鐵(如HT300)制作基座和工作臺,通過有限元分析優(yōu)化結(jié)構(gòu)設(shè)計,確保高剛性和低振動特性,減少運動過程中的變形誤差。
驅(qū)動系統(tǒng)為滑臺提供動力輸出,主要由伺服電機和減速裝置組成:
· 伺服電機:常用交流伺服電機(如松下A6系列、臺達ASDA-B3系列)或步進電機(用于低成本場合),配備高精度編碼器(17位-23位絕對值編碼器),實現(xiàn)位置和速度的精確控制。伺服電機的額定轉(zhuǎn)速一般為3000rpm,輸出扭矩范圍0.1N·m-10N·m。
· 驅(qū)動控制:每個軸配置獨立的伺服驅(qū)動器,接收控制系統(tǒng)的脈沖指令(脈沖+方向信號)或總線信號,實現(xiàn)電流環(huán)、速度環(huán)、位置環(huán)的三環(huán)閉環(huán)控制。
· 控制系統(tǒng)是滑臺的"大腦",負責運動規(guī)劃和軌跡控制:
· 控制器:采用專用運動控制器(如固高GTS系列、雷賽DMC系列)或PLC+運動控制模塊,支持G代碼、PLCopen運動控制標準,可實現(xiàn)多軸插補(直線插補、圓弧插補)、點位運動、連續(xù)軌跡運動等控制模式。
· 編程接口:提供數(shù)控系統(tǒng)操作面板、上位機軟件(如Mach3、UG CAM)或API開發(fā)接口(C++/Python SDK),支持手動示教和自動程序運行兩種工作模式。
檢測反饋系統(tǒng)實現(xiàn)位置和速度的實時監(jiān)測,構(gòu)成閉環(huán)控制:
· 位置檢測:高精度場合采用光柵尺(如海德漢LS系列)作為直接測量元件,分辨率可達0.1μm-1μm,測量長度覆蓋滑臺行程范圍;普通精度場合采用電機編碼器的間接測量方式。
· 信號處理:反饋信號經(jīng)細分電路處理后傳輸至控制器,采樣頻率通常達到1MHz以上,確保運動過程中的動態(tài)響應(yīng)精度。
三軸數(shù)控滑臺的性能指標主要包括精度參數(shù)、動態(tài)參數(shù)和負載參數(shù)三大類,典型參數(shù)范圍如下表所示:
|
參數(shù)類別 |
具體指標 |
典型數(shù)值范圍 |
單位 |
|
定位精度 |
單軸重復(fù)定位精度 |
±0.001-±0.01 |
mm |
|
單軸定位精度 |
±0.005-±0.02 |
mm |
|
|
三軸空間定位精度 |
±0.01-±0.05 |
mm |
|
|
動態(tài)性能 |
最大運行速度 |
50-1000 |
mm/s |
|
最大加速度 |
0.5-5 |
m/s² |
|
|
負載能力 |
額定負載(垂直軸) |
5-500 |
N |
|
最大傾覆力矩 |
5-500 |
N·m |
三軸數(shù)控滑臺通過"指令-驅(qū)動-執(zhí)行-反饋"的閉環(huán)控制流程實現(xiàn)精密運動控制:
1. 指令輸入:操作人員通過數(shù)控程序(G代碼)或上位機發(fā)送運動指令,指定目標位置(如X=100.5mm, Y=50.3mm, Z=15.2mm)、運動速度(如F=300mm/min)和運動模式(如直線插補G01)。
2. 軌跡規(guī)劃:控制器根據(jù)輸入指令進行運動學(xué)計算,將三維空間軌跡分解為各軸的位移分量,生成平滑的速度曲線(如S型加減速),避免運動沖擊。
3. 驅(qū)動執(zhí)行:控制器向各軸伺服驅(qū)動器發(fā)送脈沖信號(脈沖當量通常為0.001mm/pulse),驅(qū)動器控制伺服電機旋轉(zhuǎn),通過滾珠絲杠帶動工作臺移動。
4. 反饋調(diào)節(jié):光柵尺或編碼器實時檢測工作臺實際位置,并將信號反饋至控制器,控制器對比指令位置與實際位置,通過PID算法調(diào)整輸出信號,消除位置偏差,實現(xiàn)精確控制。
通過運動控制器的插補算法實現(xiàn)三軸聯(lián)動,確保空間復(fù)雜軌跡的精確執(zhí)行。例如在曲面加工中,通過XYZ三軸的實時速度協(xié)調(diào),使刀具中心始終保持預(yù)定軌跡,輪廓誤差可控制在0.01mm以內(nèi)。常見的插補方式包括:
· 直線插補(G01):實現(xiàn)空間任意兩點間的直線運動
· 圓弧插補(G02/G03):實現(xiàn)平面圓弧運動
· 螺旋線插補:實現(xiàn)空間螺旋軌跡運動
為提高系統(tǒng)精度,采用多種誤差補償方法:
· 幾何誤差補償:通過激光干涉儀測量21項幾何誤差(如定位誤差、直線度誤差、垂直度誤差),建立誤差模型,在控制器中實時補償。
· 溫度誤差補償:采用溫度傳感器監(jiān)測環(huán)境溫度和絲杠溫度,根據(jù)材料熱膨脹系數(shù)(如鋼的α=11.5×10??/℃)計算熱變形量并進行補償。
· 反向間隙補償:通過參數(shù)設(shè)置補償絲杠螺母副的反向死區(qū),提高換向運動的定位精度。
采用先進控制算法(如自適應(yīng)PID、前饋控制、摩擦補償)優(yōu)化系統(tǒng)動態(tài)性能:
· 通過加速度前饋控制減少跟蹤誤差,使系統(tǒng)在高速運動時仍保持高精度(如300mm/s速度下跟蹤誤差<0.01mm)。
· 采用庫侖摩擦+粘性摩擦模型補償?shù)退龠\動時的"爬行"現(xiàn)象,提高低速平穩(wěn)性(最低穩(wěn)定速度可達0.1mm/s)。
三軸數(shù)控滑臺作為自動化裝備的"關(guān)節(jié)",其技術(shù)水平直接影響整個設(shè)備的性能。未來通過機械設(shè)計優(yōu)化、控制算法創(chuàng)新和新材料應(yīng)用,將向更高精度、更快速度、更智能的方向發(fā)展,為精密制造和智能裝備提供更強大的技術(shù)支撐。